






- Products Information
- Comment
Selection principle of milling cutter
1. Selection of milling cutter diameter
The selection of milling cutter diameter varies greatly due to different products and production batches.
The choice of tool diameter mainly depends on the specification of the equipment and the machining size of the workpiece.
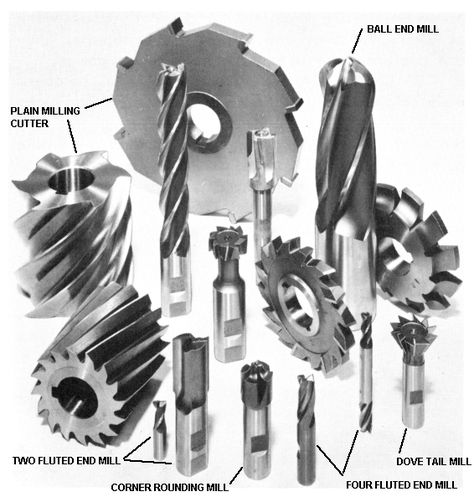
Plane milling cutter
When selecting the diameter of face milling tool, it is mainly considered that the power required by the tool should be within the power range of machine tool, or it can be selected according to the diameter of machine tool spindle.
The diameter of face milling cutter can be selected according to D = 1.5d (d is the diameter of spindle).
In mass production, the tool diameter can also be selected according to 1.6 times of the cutting width of the workpiece.
End mill
The selection of end milling cutter diameter shall mainly consider the requirements of workpiece processing size to ensure that the power required by the cutter is within the rated power range of the machine tool.
If it is a small diameter end mill, the main consideration should be whether the maximum number of revolutions of the machine tool can reach the minimum cutting speed of the tool (60m / min).
Slotting knife
The diameter and width of the slot milling cutter shall be selected according to the size of the workpiece to be machined, and its cutting power shall be within the allowable power range of the machine tool.
2. Selection of milling cutter blade
a. For finishing. It is best to use a grinding blade. This kind of blade has good dimensional accuracy, so milling is the positioning accuracy of cutting edge, which can obtain better machining accuracy and surface roughness.
b. For rough machining, it is best to use pressing blades, which can reduce the processing cost.
The dimensional accuracy and sharpness of the pressing blade are worse than those of the grinding blade, but the edge strength of the pressing blade is better. It is impact resistant during rough machining, and can withstand large cutting depth and large feed.
c. Sharp large rake blades can be used for milling viscous materials such as stainless steel. Through the cutting action of the sharp blade, the friction between the blade and the workpiece material is reduced, and the chips can leave the front end of the blade faster.
3. Selection of milling cutter blade
(a). First of all, the number of teeth must be considered when selecting milling cutter.
The size of tooth pitch will determine the number of cutter teeth involved in cutting at the same time, and affect the smoothness of cutting and the requirements for the cutting speed of the machine tool.
Rough tooth milling cutter is mostly used for rough machining because it has a large chip removal groove.
At the same feed rate, the cutting load per tooth of the coarse tooth milling cutter is greater than that of the dense tooth milling cutter.
(b). During finish milling, the cutting depth is shallow, generally 0.25-0.64mm. It is recommended to select dense tooth milling cutter.
(c). In the process of heavy rough milling, the excessive cutting force will lead to the chatter of machine tools with low rigidity.
This chatter will lead to the edge collapse of cemented carbide blade, which will shorten the tool life.
Using coarse tooth milling cutter can reduce the requirement of machine tool power.
Therefore. When the size of the spindle hole is small (such as R8, 30#, 40# taper hole), rough tooth milling cutter can be used for effective milling.
In Conclusion
Whether we choose milling cutter on CNC milling machine or ordinary milling machine, we should comprehensively consider the milling material and hardness and the specifications of milling cutter, such as edge length, tool length, edge diameter, shank diameter, etc.
High speed steel milling cutters are usually suitable for ordinary milling machines, while cemented carbide cutters are preferred for CNC milling machines.




















 0
0